| |
|
Das Bierkompendium
|
|
Bitte klicken Sie auf einen Bierkrug, um die entsprechende Seite anzuzeigen.
|

Bierkonsum
|

Geschichte
|
Rohstoffe
|
Mälzen
|
Brauen
|
Abfüllen
|
Biervielfalt
|
Gesundheit
|
|
|
Der Mälzvorgang
|
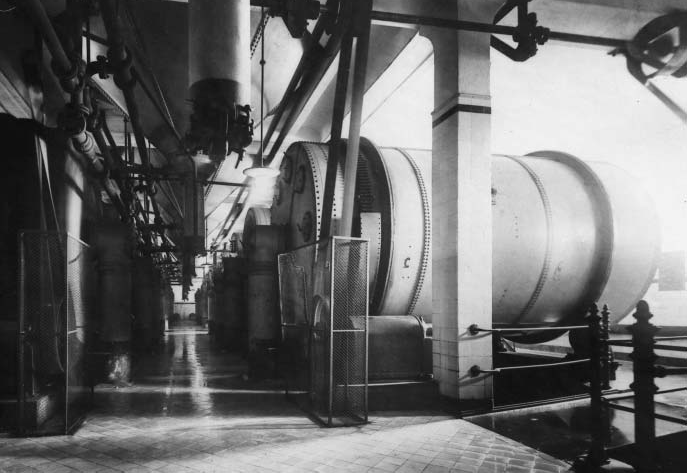
 Der wichtigste Rohstoff für das Bier ist das Malz. Für untergärige Biere darf nur Gerstenmalz verwendet werden, bei obergärigen Bieren, wie z.B. Altbier, Kölsch und Weizenbier ist auch die Verwendung von anderen Malzen zulässig. Es wird zum Teil neben Gersten- auch Weizenmalz, Roggen- und Dinkelmalz eingesetzt. Seit mehr als 100 Jahren werden in Deutschland eigens zum Mälzen und Brauen geeignete Gerstensorten gezüchtet und angebaut. Bei der Braugerstenzüchtung wird großes Gewicht auf Vollkörnigkeit, Feinspelzigkeit und Enzymreichtum gelegt. Die meisten Braugerstensorten weisen niedrigere Erträge als die Futtergerstensorten auf. Mit ihren besonderen Inhaltsstoffen erreichen sie eine hohe Ausbeute und Vergärung bei edlem Biergeschmack. Das Bild (links) zeigt eine historische Abbildung (um 1900) der Mälzerei Weyermann, gegründet am 04. Oktober 1879 in Bamberg.
Der wichtigste Rohstoff für das Bier ist das Malz. Für untergärige Biere darf nur Gerstenmalz verwendet werden, bei obergärigen Bieren, wie z.B. Altbier, Kölsch und Weizenbier ist auch die Verwendung von anderen Malzen zulässig. Es wird zum Teil neben Gersten- auch Weizenmalz, Roggen- und Dinkelmalz eingesetzt. Seit mehr als 100 Jahren werden in Deutschland eigens zum Mälzen und Brauen geeignete Gerstensorten gezüchtet und angebaut. Bei der Braugerstenzüchtung wird großes Gewicht auf Vollkörnigkeit, Feinspelzigkeit und Enzymreichtum gelegt. Die meisten Braugerstensorten weisen niedrigere Erträge als die Futtergerstensorten auf. Mit ihren besonderen Inhaltsstoffen erreichen sie eine hohe Ausbeute und Vergärung bei edlem Biergeschmack. Das Bild (links) zeigt eine historische Abbildung (um 1900) der Mälzerei Weyermann, gegründet am 04. Oktober 1879 in Bamberg.
|

Der Mälzvorgang
|
|
|
|
Aus Gerste wird Malz
|
 Das rohe Gerstenkorn ist nicht zum Brauen geeignet. Um die Inhaltsstoffe "aufzuschließen", wird es zunächst vermälzt. Dazu werden die Gerstenkörner nach dem Reinigen und Sortieren in großen Bottichen 1-2 Tage in einer Weiche geweicht, damit sie quellen und zu keimen beginnen. Keimungsfördernde chemische Zusätze sind verboten. Die Gerstenkörner nehmen zuerst rasch, später langsamer Wasser auf. Das führt bei geeigneten Temperaturen und reichlich Sauerstoff zur Keimung. Anschließend wird die Gerste 4 bis 6 Tage in Keimkästen ausgebreitet. Der Keimprozess wird individuell der gewünschten Malzsorte entsprechend über die Parameter Keimguttemperatur und Keimgutfeuchte gesteuert. Unter ausreichender Luftzufuhr entsteht Grünmalz. Um die Keimung zu stoppen, wird das fertige Grünmalz »gedarrt«, d.h. es wird unter Steigerung der Lufttemperatur getrocknet. Feuchtigkeit, Temperatur und Verweildauer auf der Darre bestimmen, ob helles oder dunkles Malz und damit der Rohstoff für helle oder dunkle Biersorten bereitet wird und legen das typische Malzaroma fest. Niedrige Abdarrtemperaturen (ca. 80°C) ergeben helles Malz (Pilsener Typ), hohe Abdarrtemperaturen (90°C bis 110°C) resultieren in dunklen Malzfarben (Münchner Typ, Wiener Typ und verschiedene Caramalze). Das fertige Braumalz enthält nur noch drei bis vier Prozent Feuchtigkeit und ist jetzt lagerfest. In der Malzputzerei wird es von den Malzkeimen befreit, entstaubt und poliert und dann in Silos gelagert, die gut belüftet und vor Staubentwicklung geschützt werden müssen. Durch das Keimen kommt der Stoffwechsel des ruhenden Kornes auf biologisch-natürliche Weise in Gang. Enzyme werden aktiv oder neu gebildet. Dieser Vorgang wird beim
Darren nur unterbrochen, beim Maischen (Verrühren des Malzschrotes mit Wasser - siehe Brauvorgang) werden die Enzyme (wie gewünscht) wieder aktiviert.
Das rohe Gerstenkorn ist nicht zum Brauen geeignet. Um die Inhaltsstoffe "aufzuschließen", wird es zunächst vermälzt. Dazu werden die Gerstenkörner nach dem Reinigen und Sortieren in großen Bottichen 1-2 Tage in einer Weiche geweicht, damit sie quellen und zu keimen beginnen. Keimungsfördernde chemische Zusätze sind verboten. Die Gerstenkörner nehmen zuerst rasch, später langsamer Wasser auf. Das führt bei geeigneten Temperaturen und reichlich Sauerstoff zur Keimung. Anschließend wird die Gerste 4 bis 6 Tage in Keimkästen ausgebreitet. Der Keimprozess wird individuell der gewünschten Malzsorte entsprechend über die Parameter Keimguttemperatur und Keimgutfeuchte gesteuert. Unter ausreichender Luftzufuhr entsteht Grünmalz. Um die Keimung zu stoppen, wird das fertige Grünmalz »gedarrt«, d.h. es wird unter Steigerung der Lufttemperatur getrocknet. Feuchtigkeit, Temperatur und Verweildauer auf der Darre bestimmen, ob helles oder dunkles Malz und damit der Rohstoff für helle oder dunkle Biersorten bereitet wird und legen das typische Malzaroma fest. Niedrige Abdarrtemperaturen (ca. 80°C) ergeben helles Malz (Pilsener Typ), hohe Abdarrtemperaturen (90°C bis 110°C) resultieren in dunklen Malzfarben (Münchner Typ, Wiener Typ und verschiedene Caramalze). Das fertige Braumalz enthält nur noch drei bis vier Prozent Feuchtigkeit und ist jetzt lagerfest. In der Malzputzerei wird es von den Malzkeimen befreit, entstaubt und poliert und dann in Silos gelagert, die gut belüftet und vor Staubentwicklung geschützt werden müssen. Durch das Keimen kommt der Stoffwechsel des ruhenden Kornes auf biologisch-natürliche Weise in Gang. Enzyme werden aktiv oder neu gebildet. Dieser Vorgang wird beim
Darren nur unterbrochen, beim Maischen (Verrühren des Malzschrotes mit Wasser - siehe Brauvorgang) werden die Enzyme (wie gewünscht) wieder aktiviert.
|
Weichen

|
|
Mit dem Einweichen wird die bereits vorgereinigte Gerste gründlich gewaschen und das Weichgut mit genügend Sauerstoff versorgt. Während des Einweichens wird die sogenannte Schwimmgerste oben abgeschöpft. Durch diesen Separationsvorgang wird sichergestellt, dass nur gesunde Gerste in den Keimkasten gelangt. Im Weichhaus wird dem Naturprodukt Gerste das nötige Vegetationswasser zugeführt, um die angestrebten biologischen und biochemischen Reaktionen einzuleiten. Innerhalb von zwei Tagen erfolgt eine Anhebung des Wassergehaltes der Gerste von ungefähr 12% auf etwa 42%. Als Weichwasser wird ausschließlich Frischwasser in Trinkwasserqualität verwendet.
|
|
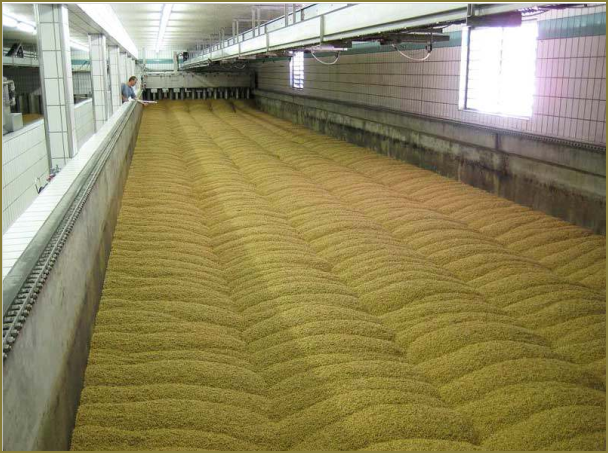
Keimen
|
|
Während der Keimung werden durch Bildung und Aktivierung von Enzymen die vorhandenen hochmolekularen Korninhaltsstoffe, wie Stärke und Eiweiß, in niedermolekulare Substanzen, wie Malzzucker und Aminosäuren, abgebaut. Die Intensität dieser Abbauvorgänge bestimmt sowohl die Qualität des Malzes als auch der daraus hergestellten Biere. Optisches Merkmal dieses Keimungsvorganges ist das Wachsen der Wurzelkeime, wobei aus Homogenitätsgründen das Hauptaugenmerk der Gleichmäßigkeit dieses Wachstums gilt. Eine Einflussnahme auf diese Wachstumsvorgänge erfolgt durch die Keimungsfaktoren Feuchtigkeit, Temperatur, Sauerstoffzufuhr und Zeit. Die Keimzeit beträgt in der Regel mindestens sechs Tage.
|
|
"Optimismus ist der Glaube daran, dass aus einem
Gerstenkorn irgendwann einmal ein Fass Bier wird."
Pater Anselm Bilgri (* 1953), ehemaliger Prior und wirtschaftlicher Leiter des Klosters Andechs
|
|
|
Keimverfahren
|
|
|
| nach oben |
|
|
Darren
|
|
Beim Darren werden durch Hitzeeinsatz die biochemischen Umsetzungen des keimenden Grünmalzes gestoppt und in einen lagerfesten Zustand, dem Fertigprodukt Malz, überführt. Das Darren beginnt mit der Schwelkphase, dem vorsichtigen und enzym-schonenden Trocknen mit Temperaturen bis maximal 60° C und geht über in das Abdarren bei Temperaturen zwischen 85° C und 105° C je nach Malztyp. Während dieses Trocknungsprozesses erfolgt die Bildung typischer Farb- und Aromastoffe, die einerseits die Farbe als auch den Typ des Bieres bestimmen. Diese Trocknung erfolgt sowohl produktschonend über einen Zeitraum von zwei Tagen, als auch umweltfreundlich, z.B. durch den Einsatz von erdgasbetriebenen Kraft-Wärme-Kopplungs-Anlagen.
 Für das berühmte Bamberger Rauchbier wird die Trocknungsluft für das Grünmalz von einem Buchenholzfeuer
(auch
Eichenholz)
unter der Darre erwärmt. Der dabei enstehende Rauch verleiht dem Malz das typische Raucharoma. Das Rauchbier ist übrigens keine zufällige Entdeckung, wie schöne Geschichten (Brand im Kloster, usw) glauben machen wollen und auch keine moderne Erfindung. In früherer Zeit als es noch keine modernen Energieträger (Strom, Gas, Öl) gab, wurde an Stelle der heute üblichen Heißluftdarren von allen Brauereien, die mit einem Holzfeuer betriebenen, Rauchdarren verwendet - deshalb hatte damals jedes Bier einen mehr oder weniger intensiven Rauchgeschmack. Das Modell einer alten Rauchdarre steht im Deutschen Museum in München.
Für das berühmte Bamberger Rauchbier wird die Trocknungsluft für das Grünmalz von einem Buchenholzfeuer
(auch
Eichenholz)
unter der Darre erwärmt. Der dabei enstehende Rauch verleiht dem Malz das typische Raucharoma. Das Rauchbier ist übrigens keine zufällige Entdeckung, wie schöne Geschichten (Brand im Kloster, usw) glauben machen wollen und auch keine moderne Erfindung. In früherer Zeit als es noch keine modernen Energieträger (Strom, Gas, Öl) gab, wurde an Stelle der heute üblichen Heißluftdarren von allen Brauereien, die mit einem Holzfeuer betriebenen, Rauchdarren verwendet - deshalb hatte damals jedes Bier einen mehr oder weniger intensiven Rauchgeschmack. Das Modell einer alten Rauchdarre steht im Deutschen Museum in München.
|
|
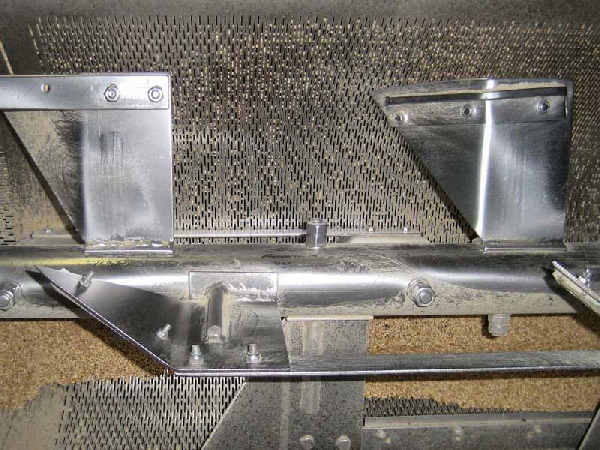
Entkeimen
|
|
Nach dem Darren werden die Wurzelkeime abgetrennt, die sich während des Keimvorgangs entwickelt haben. Die abgetrennten bitteren Malzkeime werden als Rohstoff an die Futtermittelindustrie verkauft. Zur Entkeimung durchläuft das Darrmalz zumeist leicht geneigt angeordnete, sich drehende Zylinder aus Schlitzblechen, wobei die sehr trockenen Keime abgerieben werden und durch die Schlitze fallen. Eine weitere gebräuchliche Art der Entkeimung ist der Einsatz von Entkeimungsschnecken mit anschließender
Windsichtung.
|

|
|
Früher haben alle Brauereien selbst gemälzt, weshalb heute noch die genaue Berufsbezeichnung der Bierbrauer
Brauer und Mälzer lautet und das Mälzen in der Ausbildung auch gelehrt wird. Mit zunehmender Industrialisierung wurde die Herstellung von Malz immer mehr von der Bierherstellung gelöst und die Mälzereien wurden zu eigenständigen Unternehmen. Trotzdem ist das Mälzen untrennbar mit dem Brauen verbunden.
|
Nur sehr wenige fränkische Brauereien stellen heute noch ihr Malz selbst her - z.B. Brauerei
Heller
(Schlenkerla) in Bamberg (Ofr),
Steinbach Bräu
in Erlangen (Mfr) oder die Brauerei
Düll
in Krautheim (Ufr). Die
Waldschloß-Bräu
in Frammersbach (Ufr) unterhält ein
Mälzereimuseum,
welches nach Voranmeldung besucht werden kann.
Alle anderen fränkischen Brauereien beziehen ihr Malz von einer der zwölf in Franken ansässigen Mälzereien
- z.B.
Weyermann Malz
GmbH & Co. KG in Bamberg (Ofr),
Rhön-Malz
GmbH in Mellrichstadt (Ufr) oder die Malzfabrik Ludwig
Wurm
GmbH & Co. KG in Pappenheim (Mfr).
|
|
nach oben
|
|
|
In eigener Sache
|

Besucherzähler
|

Liebe(r) Besucher(in)
|
|
|
| |

|
Wir sind stolz darauf, dass ein Teil der Webseiten von Braukulturland Franken
von den nachfolgend aufgeführten Bildungseinrichtungen als Lehrmaterial verwendet wird.
Berufsbildende Schulen,
37115 Duderstadt, Frau Studiendirektorin Gertraud Binder
Fachhochschule Lausitz,
01968 Senftenberg und 3048 Cottbus, Herr Prof. Dr.-Ing. habil. Karl-Heinz Wolf
|

|
Die Webseiten über die fränkische (Brau)Kultur und Lebensart, sowie das Bierkompendium werden regelmäßig erweitert und
ergänzt. Bitte besuchen Sie deshalb unsere Webseiten demnächst wieder. Wenn Sie über die Änderungen und Erweiterungen
unserer Webseiten automatisch benachrichtigt werden wollen, senden Sie uns bitte eine eMail, damit wir Sie in den Verteiler
aufnehmen können. Klicken Sie dazu bitte auf den Briefumschlag links.
|

|
infostand
|

|
Impressum
|

|
Nobody is perfect - wir ganz bestimmt auch nicht. Bitte helfen Sie mit, diese Webseiten fehlerfrei zu gestalten. Wenn Sie
auf den Webseiten sachlich falsche oder unklare Informationen gefunden oder einen ungültigen Querverweis
(Link) entdeckt haben, aber auch wenn Sie über die Missetaten des Schreibfehlerteufelchens oder der Rechtschreibreform
gestolpert sind, senden Sie uns bitte eine
eMail.
Anregungen, Verbesserungsvorschläge und konstruktive Kritik sind ebenfalls jederzeit willkommen.
|
Herzliche Grüße aus Franken
Ihr
CSS
Webmaster

(a ächdä Bamberchä aus dä
Wunnerburch)
|
|
nach oben
|
|
|
|
copyright
|
Unsere Webseiten sind für den Microsoft IE 6.0 oder höher und für eine Bildschirmauflösung von 1024x768 Pixel optimiert.
Bitte aktivieren Sie die Funktion »Javascript« in Ihrem Browser und deaktivieren Sie einen eventuellen PopUp-Blocker.
|


|
|
|
Galerie
|
Willkommen !

Bierfränkische Landpartie
Für ein süffiges Bier
ist es in Franken
immer nach vier!

|


Malzboden mit Schrotmühle
um 1900

Historische Gerstenputz-
und -sortiermaschinen

Historische Rauchmalzdarre

Die älteste Brauerei Münchens
betreibt eine Tennenmälzerei

Donau Malz, Neuburg/Donau

DONAU MALZ
BAMBERGER MÄLZEREI
haben einen jährlichen Gesamtausstoß von
90.000 Tonnen Malz

Bamberger Mälzerei

Moderne Malzherstellung
weichen - keimen - darren
im Turmmälzverfahren
Auf Wiedersehen !
Vielen Dank für Ihren Besuch
|
nach oben
|
|


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}